
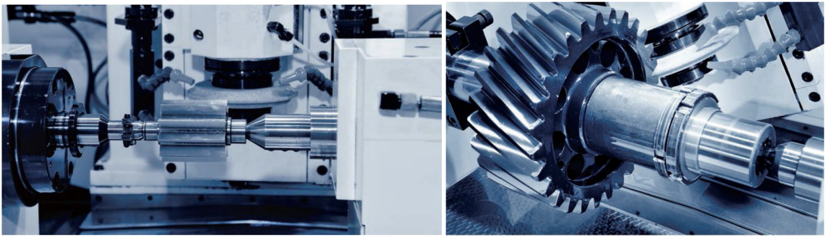


Принцип работы станка: шлифовальный круг обрезается до поперечного сечения, подходящего для паза зуба шестерни, и шестерня шлифуется методом формовки. При шлифовании площадь контакта между секцией шлифовального круга и зубчатым шлифованием велика, количество снимаемого металла в единицу времени велико, а эффективность шлифования высокая.
1. Основные характеристики и применение машины
Зубофрезерный станок серии G — это высокоскоростной зубофрезерный станок с шестиосевым ЧПУ и четырехосным рычажным механизмом. Шесть осей ЧПУ: А – Угол поворота держателя варочной панели, B – вращение шпинделя фрезы, C – вращение стола, X – радиальное движение подачи, Y – тангенциальное движение подачи, Z – oсевое движение подачи.
Каждая ось движения станка с ЧПУ приводится в движение независимым двигателем, а «электронная коробка передач (EGB)» используется для реализации индексного движения и дифференциальной компенсации для обработки различных деталей шестерни с использованием метода генерации.
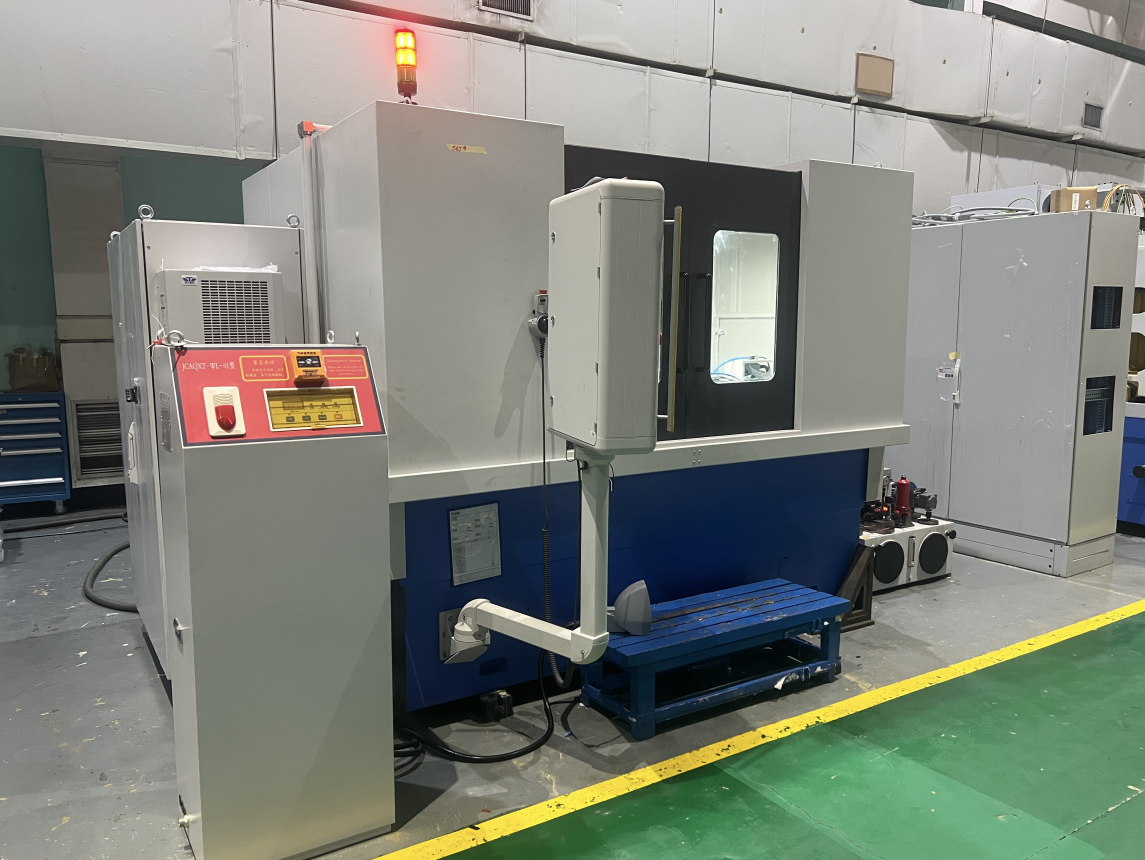
1.1 Компоновка машины: машина имеет вертикальную компоновку, и большая колонна движется, чтобы завершить движение радиальной подачи; электрический блок управления машины расположен сзади; гидравлическое давление, смазка и охлаждение машины являются полностью независимыми подсистемами.
1.2 Оси станка с ЧПУ и соответствующий обзор:
Ось A: управляется серводвигателем переменного тока, угол поворота варочной панели напрямую и автоматически задается системой числового управления и согласуется с контуром обратной связи, так что варочную панель можно расположить точно в соответствии с требуемым углом. Блокировка и ослабление стойки инструмента по оси A происходит автоматически.
Ось B: Он использует немецкий высокоточный двигатель с прямым приводом Siemens с полным прямым приводом с замкнутым контуром для обеспечения беззазорной передачи шпинделя фрезы, обеспечивая высокую точность и высокую надежность. Главный вал имеет быстрое и автоматическое устройство освобождения инструмента и автоматическое зажимное устройство для держателя инструмента, а также оснащен автоматическим устройством контроля и сигнализации о перегрузке главного вала.
Ось C: Он использует немецкий высокоточный двигатель с прямым приводом Siemens с полным прямым приводом с замкнутым контуром для обеспечения беззазорной передачи рабочего стола, обеспечивая высокую точность и высокую надежность.
Ось X: В нем используется серводвигатель переменного тока с предварительно нагруженной прецизионной парой стержней ШВП и высокожесткой роликовой линейной направляющей для передачи. В опорном валу винтового стержня используется высокоточный комбинированный подшипник высокой жесткости.
Ось Y: Серводвигатель переменного тока используется для привода прецизионной шарико-винтовой пары с предварительным натягом для реализации осевого смещения фрезы, обеспечения равномерного износа инструмента и увеличения срока службы инструмента, а также для снижения общей стоимости использования.
Ось Z: В нем используется серводвигатель переменного тока с предварительно нагруженной прецизионной парой стержней ШВП и высокожесткой роликовой линейной направляющей для передачи. В опорном валу винтового стержня используется высокоточный комбинированный подшипник высокой жесткости.
Движение вверх и вниз по центру верхней задней бабки: Он использует высокоточные и высокожесткие линейные направляющие, а движение наконечника вверх и вниз приводится в движение гидравлическим цилиндром давления.
1.3 Конструктивные особенности станка: основные отливки имеют конструкцию с двойными стенками и пластинами с высокими ребрами, что не только обеспечивает жесткость, но и стабильность, а циркуляция охлаждающего масла на станине обеспечивает сбалансированную теплопроводность для реализации тепла. баланс станка.
1.4 Объекты обработки станков: использовать принцип генерации для реализации обработки следующих зубьев: цилиндрические прямозубые, цилиндрические косозубые (валовые, дисковые), червячные, малые конические, барабанные, шлицевые, звездочки, синхронные шкивы и другие нестандартные шестерни.
2.1 Основная часть вала оснащена системой быстрой автоматической смены инструмента и затяжки. Каждый координатная ось использует высокоточный шлифованный шариковый винт, а линейная направляющая использует Тайвань HIWIN роликовая линейная направляющая высокой жесткости, обеспечивающая стабильность и срок службы точности станка;
2.2 Он имеет полностью закрытый экран и оснащен сепаратором масляного тумана для уменьшения масляного тумана;
2.3 Станок оснащен электронной коробкой передач (EGB), которая заменяет громоздкую операцию замена шестерен и дифференциальных подвесных колес традиционных устаревших зубофрезерных станков;
2.4 Диапазон скоростей червячного шпинделя может адаптироваться к использованию одно- и двухголовочных фрез, и фрезы большого и малого диаметра позволяют выполнять высокоскоростную и эффективную зубофрезерную обработку;
2.5 Его можно сочетать с высокоточными, жесткими и быстрозажимными зубофрезерными приспособлениями для удовлетворения потребности в высокоточной и высокоэффективной обработке;
2.6 Шпиндель имеет механизм быстрой смены инструмента и оснащен автоматическим отвинчиванием и зажимное устройство для вала инструмента;
2.7 Инструментальный шпиндель приводится в движение непосредственно серводвигателем и оснащен автоматическим устройством контроля и сигнализации при перегрузке шпинделя;
2.8 Кронштейн гидравлический и автоматический, что обеспечивает точность подачи фрезы и облегчает операцию смены фрезы;
2.9 Оснащен устройством автоматического удаления стружки;
2.10 Каждая кинематическая пара станка имеет надежную защиту от быть поврежденным.
1. Электрическая система:
1.1 Станок использует систему ЧПУ Siemens 828D, драйвер, серводвигатель с высокой точностью и высокой надежностью;
1.2 Разрешение по линейным координатам 0,001 мм. Разрешение по круговой координате 0,001°;
1.3 Вся электрическая система соответствует национальному стандарту GB5226.1-2008;
1.4 Электрическая система имеет функцию диагностики неисправностей, и при возникновении неисправности номер неисправности может отображаться на дисплее;
1.5 Герметичная электрическая коробка может в наибольшей степени предотвратить попадание мастерской пыли в электрический шкаф;
1.6 Стандартный интерфейс, внешнее оборудование может быть подключено для отладки или диагностической связи;
1.7 Система ЧПУ оснащена цветным дисплеем, стандартный текст дисплея: русский язык;
1.8 Функции настройки и редактирования параметров станка. Панель управления принимает параметр передачи, непосредственно заполняющий интерфейс обработки, без программирования, что значительно облегчает и упрощает использование пользователем и отменяет сложную работу по программированию традиционной системы ЧПУ;
1.9 Станок оснащен трехцветными индикаторами для индикации нормальной работы, неисправности и остановки станка.
2. Гидравлическая система
2.1 Станок оснащен независимой гидравлической системой, а контур гидравлического масла подразделяется на: (1) затяжка фрезы (2) гидравлический баланс (3) зажим по оси А (4) Движение верхней задней бабки (5) зажим заготовки (6) Кронштейн двигается внутрь и двигается наружу
3. Система смазки
3.1 Автоматическое смазочное устройство обеспечивает принудительную смазку каждой поверхности скольжения и шарикового винта. Система смазки имеет надежную функцию определения уровня жидкости, а время и интервал смазки можно регулировать.
4. Система охлаждения
4.1 Стандартная конфигурация оснащена устройством охлаждения для мокрой резки.
4.2 Использование симметричной конструкции литейного стола и циркуляционной системы охлаждения с большим потоком способствует тепловому балансу каждого основного компонента, обеспечивая точность обработки и стабильность точности.
5. Защита станка
5.1 Дверь машины открывается и закрывается вручную, а защитную дверь можно гибко открывать;
5.2 Зона обработки полностью закрыта защитным кожухом, который устраняет утечку режущего, охлаждающего и масляного тумана;
5.3 Рабочая поверхность имеет прозрачное смотровое окно, а зона обработки оснащена подсветкой для удобства наблюдения.
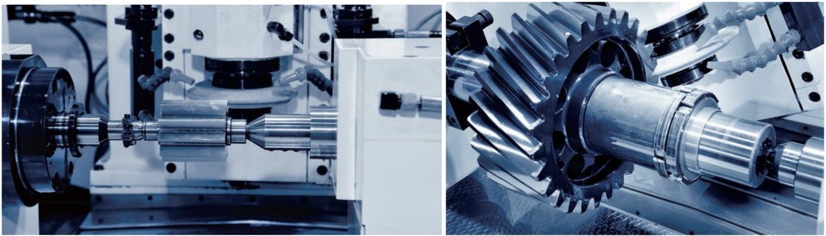
Управляя осью вращения заготовки (ось C) или осью радиальной подачи шлифовального круга (ось X) и осью осевой подачи рамы шлифовального круга (ось Z) с помощью ЧПУ, он может выполнять одновременное шлифование рычажным механизмом для выполнения таких действий, как дифференциал спирали зуба, модификация угла зуба, модификация дуги зуба.
Ось радиальной подачи шлифовального круга (ось X) и ось осевой подачи рамы шлифовального круга (ось Z) связаны между собой для удовлетворения требований по модификации профиля зуба.
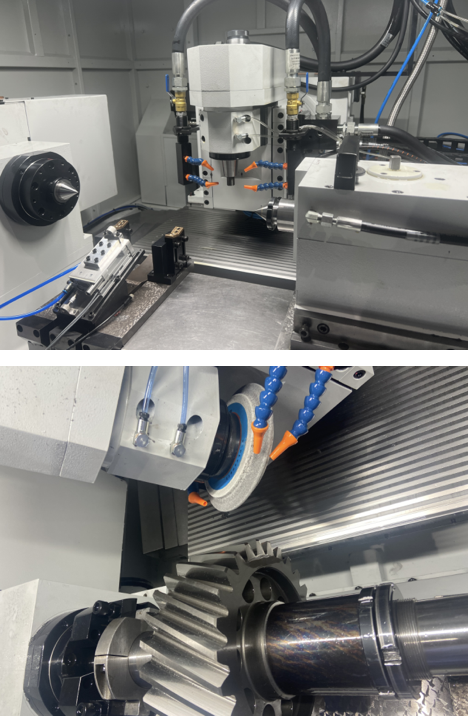
Используя специальные алмазные ролики и специальное программное обеспечение (Продукт требуется на индивидуальный заказ), можно реализовать формирование и правку шлифовальных кругов циклоидальных и прямоугольных шлицов. Станок имеет функцию автоматической настройки инструмента.
Шпиндель заготовки (C) оснащен технологией защиты от люфта с двойным червяком.
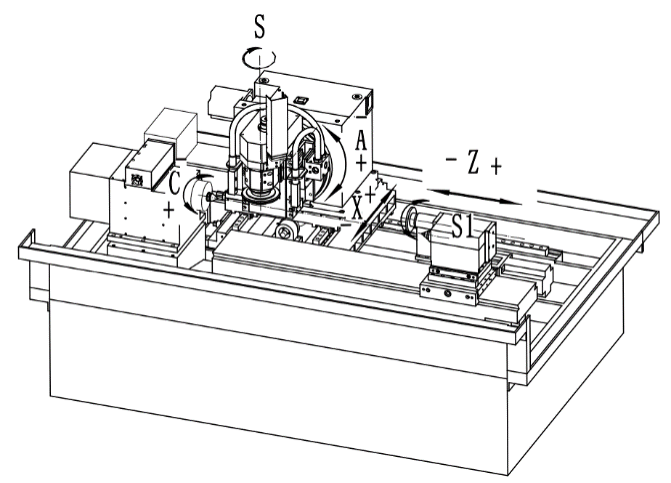
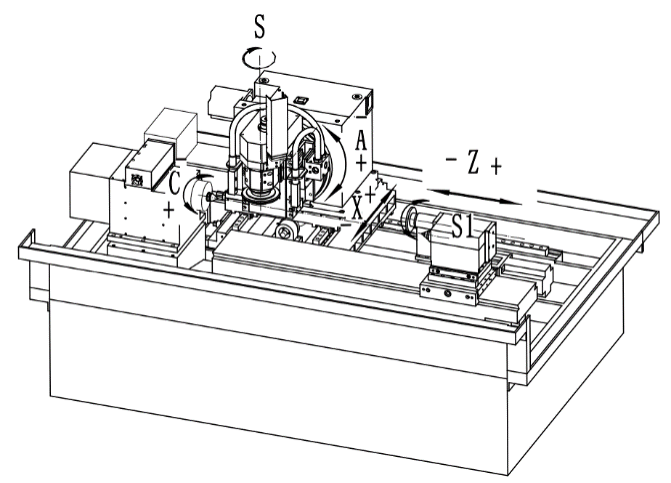
Общая компоновка станка: станок имеет горизонтальную компоновку, а при правке шлифовального круга станка используется рабочая ось станка.
1. Ось радиального перемещения рамы шлифовального круга (ось X);
Серводвигатель приводит колонну в движение через муфту и шариковый винт. Линейка линейной решетки, установленная на каретке, передает сигнал положения в систему ЧПУ для управления вращением серводвигателя и достижения точного перемещения колонны.
2. Ось осевого перемещения рамы шлифовального круга (ось Z);
Серводвигатель приводит в движение каретку колонны через муфту и шариковый винт. Линейка линейной решетки, установленная на станине, передает сигнал положения в систему ЧПУ, управляет вращением серводвигателя и обеспечивает точное перемещение инструмента каретки колонны.
3. Ось регулировки угла спирали шлифовального инструмента (ось A);
Серводвигатель приводит во вращение поворотный стол шлифовального инструмента через пару муфты и червячной передачи. Полузамкнутый контур ЧПУ управляет вращением серводвигателя оси А. Поворотный стол оснащен зажимной
дисковой пружиной и гидравлической системой разблокировки.
4. Ось вращения заготовки (ось C):
Он использует двойной червячный механизм защиты от люфта, а элемент обратной связи использует высокоточную круглую решетчатую шкалу, максимальная скорость 15 об/мин.
5. Ось вращения шлифовального круга (ось S).
Электрический шпиндель, установленный внутри корпуса шлифовального круга, приводит в движение шкив, приводящий во вращение шпиндель через синхронный зубчатый ремень. Толщина шлифовального круга делится на три типа: 16 мм, 25 мм и 35 мм в зависимости от параметров шлифуемого зубчатого колеса. Максимальная линейная скорость шлифовального круга составляет 50 м/с.
6. Ось вращения алмазного ролика (ось S1).
Асинхронный двигатель приводит во вращение алмазный ролик через муфту и шпиндель правки. Скорость вращения алмазного ролика зафиксирована на уровне 2800 об/мин.
1. Стандарты продукции для зубошлифовальных станков Китай JB/T3989.2-2014, JB/T3989.3-2014.
2. Электрическая система станка соответствует китайскому стандарту GB5226.1-2008.
3. Шум, безопасность и защита окружающей среды станков соответствуют китайскому стандарту GB24386-2009.
4. Другие требования к станкам соответствуют стандарту China GB/T9061-2006.
1. Руководств по эксплуатации станка.
2. Инструкция по системе ЧПУ станка.
3. Инструкция по монтажу
1. Требования к установке станка
Станок должен быть установлен на плоском, прочном фундаменте. Расположение фундамента должно исключать возможность установки станка
рядом с оборудованием, подверженным воздействию вибрации или волн, или в месте, подверженном воздействию прямых солнечных лучей. Окружающая среда должна содержаться в чистоте. сушить и избегать местного излучения источников тепла.
Диапазон температур окружающей среды: 10-35 ℃
Температура окружающей среды составляет 18-26°C, а колебания не превышают 2°C. При использовании соответствующей технологии шлифования и соответствующих шлифовальных кругов точность шлифования достигает уровня 5 GB/T10095.1-2008. При обработке высокоточных зубчатых передач разница температур в помещении не должна превышать ±1°С.
Относительная влажность: ≤85%
Источник питания: 3–380 В ± 10 %, частота 50 Гц ± 2 %.
Воздушная среда: неагрессивная среда
Источник воздуха, подключенный к станку, должен быть очищен микрофильтром и соответствовать следующим требованиям по уровню загрязнения согласно ISO8573-1:
Твердые примеси: Уровень 1 (максимальный размер частиц 0,1 мкм и максимальная плотность частиц при 1×105 Па 0,1 мг/м3).
Общее содержание масла: Уровень 1 (максимальная концентрация масла 0,1 мг/м3 при 1×105 Па)
Точка росы при максимальном давлении: уровень 4 (+3℃ при 2×105Па)
Давление источника воздуха составляет 0,4–0,8 МПа. Производительность источника воздуха составляет 0,9 куб.м/мин.
2. Требования к работе станков
1) Характеристики шлифовального круга
PSXф200×ф75×35 (16, 25)
Технические параметры шлифовального круга должны соответствовать шлифовальной заготовке и параметрам процесса.
2) Шлифовальная охлаждающая жидкость
В качестве охлаждающей жидкости для шлифования станков используйте охлаждающую жидкость, рекомендованную производителем. Емкость охлаждающей камеры станка составляет около 1400 л.
Производитель рекомендует следующие охлаждающие жидкости:
①Houghton Garia 405M-15, 2425S-14, CUT-MAX WLSH10
②Castrol Variocut G600SP
③Total GR7012HC
④TECTYL XLMX816H3
⑤FUCHS ECOCUT HFN LE10
3) Гидравлическое масло
В гидравлическом масле для станков используется противоизносное гидравлическое масло марки 32# объемом около 300 л.
4) Система охлаждения и фильтрации станка оснащена встроенным
фильтрующим устройством, магнитной первичной сепарацией и вторичной фильтрацией на бумажной ленте, чтобы гарантировать, что фильтрация охлаждающего масла соответствует требованиям станка.
Характеристики фильтровальной бумаги: внутренний диаметр × ширина × длина ф50 мм × 1000 мм × 150 метров. Рекомендуемая точность фильтрации фильтровальной бумаги составляет 45-55 мкм.
Обработка внешнего диаметра | ф30~ф320мм | |
Количество зубьев заготовки | ≥6 зубов | |
Модуль заготовки | 2~10мм | |
Максимальная ширина зуба (цилиндрическая шестерня) | 600мм | |
Диапазон углов спирали | ±45° | |
Расстояние от центра передней бабки до центра задней бабки | 180~1100мм | |
Максимальное радиальное перемещение рамы шлифовального круга | 255мм | |
Максимальное осевое перемещение рамы шлифовального круга | 1000мм | |
Расстояние между шлифовальным кругом и центром | 45~300мм | |
Скорость шлифовального круга | 3000~6000 об/мин | |
Размер шлифовального круга | ф200× ф75×16мм | |
Стандартная машина не включает в себя | ф100× ф32×16мм | Нестандартная конфигурация, |
Стандартная машина не включает в себя | ф100× ф32×25мм | |
Стандартная машина не включает в себя | ф50× ф16×10мм | Нестандартная конфигурация, |
Стандартная машина не включает в себя | ф50× ф16×16мм | |
Макс. вес заготовки (вес с приспособлением) | 80кг | |
Шпиндель заготовки, верхнее коническое отверстие задней бабки | Morse 5# | |
Общая мощность машины | 40кВт | |
Вес машины (вес нетто) | 7000кг | |
Габаритные размеры хоста (Д×Ш×В) | 3120×2280×2400мм | |
Элемент | Кол-во | Бренд | Примечание |
Корпус машины | 1 шт. | Китай | |
Электрическая коробка | 1 шт. | Китай | |
Встроенное охлаждающее и фильтрующее устройство | 1 шт. | Китай | |
Гидравлическое устройство | 1 шт. | Китай | |
Электростатическое устройство всасывания тумана | 1 компл. | Китай | |
Алмазный валик | 1 шт. | Германия D.K | По чертежу покупателя |
Шлифовальный инструмент и фланцы шлифовального круга | |||
ф200 Шлифовальный инструмент | 1 компл. | Китай | |
(Включая 6 комплектов фланцев и 10 шлифовальных кругов) | |||
ф100 Шлифовальный инструмент | 1 компл. | Китай | Нестандартная конфигурация, требует специального изготовления по индивидуальному заказу. |
(Включая 3 комплекта фланцев и 10 шлифовальных кругов) | |||
ф50 Шлифовальный инструмент | 1 компл. | Китай | Нестандартная конфигурация, требует специального изготовления по индивидуальному заказу. |
(Включая 1 комплект прокладок и 10 шлифовальных кругов) | |||
Блок прокладок регулировки станка | 1 шт. | Китай | |
Балансировочная оправка | 1 шт. | Китай | |
специальные инструменты | 1 компл. | Китай |
Элемент | Область применения | Бренд |
Система ЧПУ | Шкаф управления | Китай |
Система привода | Шкафы управления и станки | Китай |
Моторизованный шпиндель | Шлифовальные инструменты | Dalian KAIG |
Угловой энкодер | Ось С | Испания FAGOR |
Линейная решетчатая шкала | Ось X, Z | Испания FAGOR |
Подшипники шпинделя шлифовального круга | Япония NSK | |
Подшипники шпинделя заготовки | Ось C | Япония NSK |
Линейные направляющие | Ось X | ШвейцарияSCHNEEBERGER |
Линейные направляющие | Ось Z | ШвейцарияSCHNEEBERGER |
ШВП стержень | Ось X, Z | Япония NSK |
Шарико-винтовой подшипник | Ось X, Z | Германия INA/Япония NSK |
Электростатическое устройство всасывания тумана | Защитный кожух станка | Китай |
Встроенное охлаждающее и фильтрующее устройство | Китай | |
алмазный валик | Одевание колесо | Германия D.K |
Устройство контроля температуры топливного бака | Маслобак охлаждающего фильтра | TONGFEI |
Устройство контроля температуры электрического шкафа | Электрический шкаф | Китай |
















 vk
vk
 Дзен
Дзен
