
Оптимален для серийного производства с высокой точностью и минимальным процентом брака
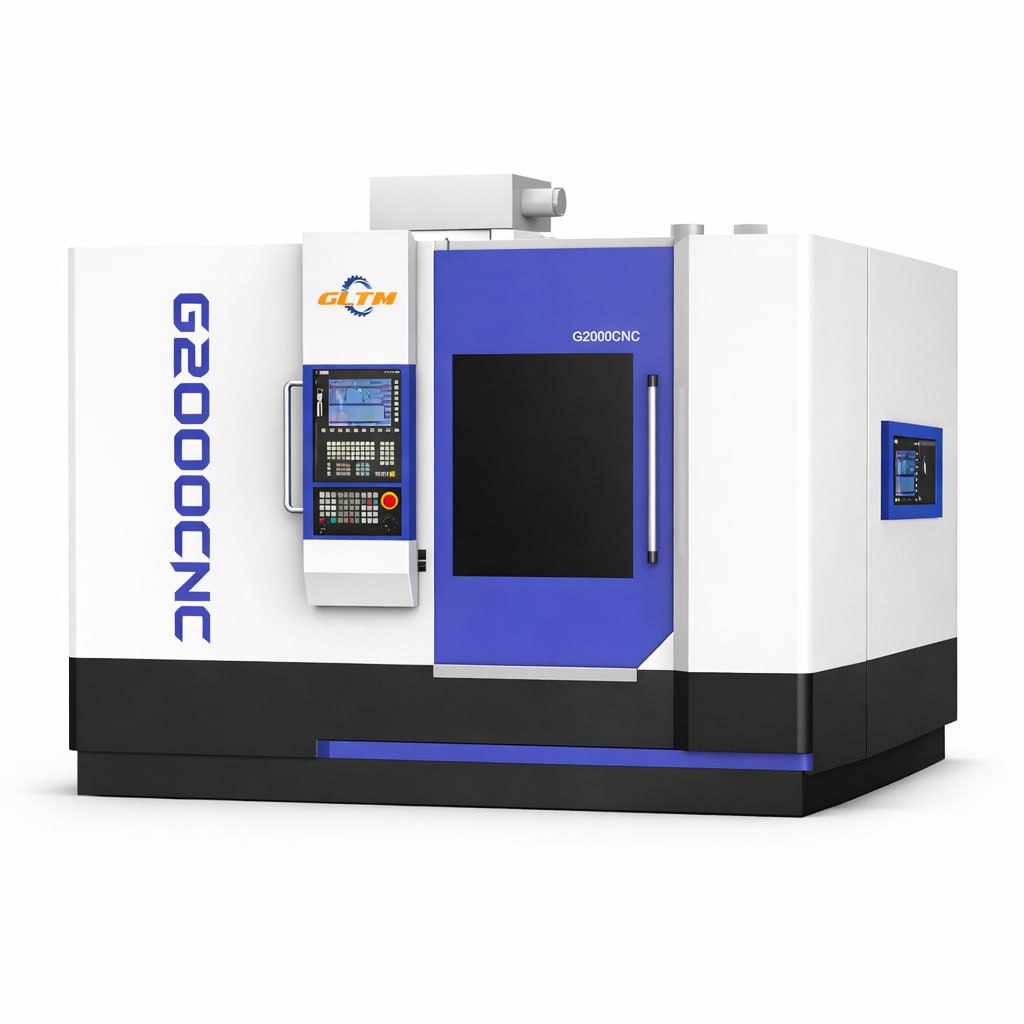
1. Основные характеристики и применение машины
G2000CNC-25M — это высокоскоростной 5 осевой зубофрезерный станок с ЧПУ и четырехосным рычажным механизмом. Пять осей ЧПУ:
B – вращение шпинделя фрезы;
C – вращение стола;
X – радиальное движение подачи;
Y – тангенциальное движение подачи;
Z – oсевое движение подачи.
Каждая ось движения станка с ЧПУ приводится в движение независимым двигателем, а «электронная коробка передач (EGB)» используется для реализации индексного движения и дифференциальной компенсации для обработки различных деталей шестерни с использованием метода генерации.
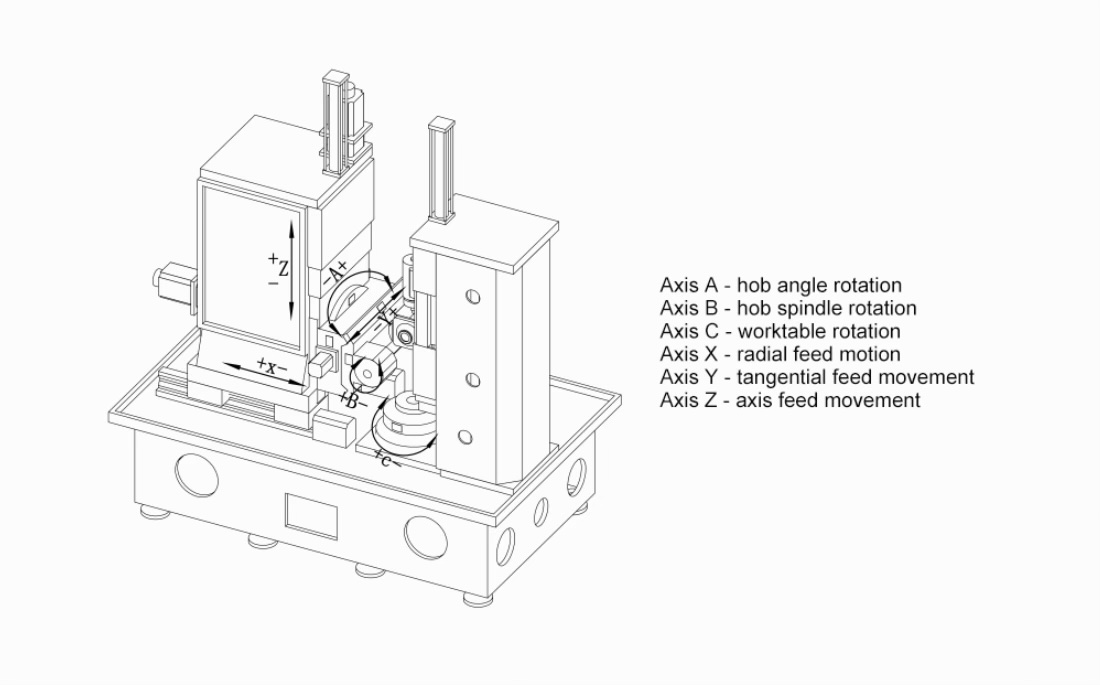
1.2 Оси станка с ЧПУ и соответствующий обзор:
Ось A: Ручное управление регулировки угла наклона держателя инструмента, а также сжатие и разжатие держателя инструмента осуществляется вручную.
Ось B: приводится в движение двигателем большой мощности через высокоточную зубчатую передачу. Зубчатая пара увеличивает выходную силу резания шпинделя. Зубчатая пара имеет специальную смазочную станцию для смазки и оснащена функцией динамического автоматического контроля нагрузки шпинделя.
Ось C: использует высокоточную пару червячных передач для привода оси С, что позволяет трансмиссии оси С иметь сильный режущий момент и жесткость и так же оснащена станцией подачи смазки
Ось X: В нем используется серводвигатель переменного тока с предварительно нагруженной парой прецизионных шарико-винтовых пар и жесткой направляющей высокой жесткости для передачи, а опорный вал винтового стержня оснащен высокоточными и жесткими комбинированными подшипниками.
Ось Y: Серводвигатель переменного тока используется для привода прецизионной шарико-винтовой пары с предварительным натягом для реализации осевого смещения фрезы, обеспечения равномерного износа инструмента и увеличения срока службы инструмента, а также для снижения общей стоимости использования.
Ось Z: В нем используется серводвигатель переменного тока с предварительно нагруженной парой прецизионных шарико-винтовых пар и жесткой направляющей высокой жесткости для передачи, а опорный вал винтового стержня оснащен высокоточными и жесткими комбинированными подшипниками.
Движение вверх и вниз по центру верхней задней бабки: Используя высокоточные и высокожесткие направляющие, перемещение центра задней бабки вверх и вниз достигается за счет перемещения гидравлического цилиндра.
1.3 Конструктивные особенности станка: Основные отливки имеют конструкцию пластин с двойными стенками и высокими ребрами, которая не только обеспечивает жесткость, но и стабильность. Циркуляция охлаждающего масла на станине обеспечивает сбалансированную теплопроводность для достижения теплового баланса станка.
1.4 Объекты обработки станков: использовать принцип генерации для реализации обработки следующих зубьев:
3. Основные функции и структура станка
3.1 Метод зажима и ослабления оправки фрезы – ручное, конус шпинделя Morse 6#.
3.2 Имеет полностью закрытую защиту. И оснащен сепаратором масляного тумана для уменьшения масляного тумана;
3.3 Станок оснащен электронной коробкой передач (EGB), которая заменяет громоздкую операцию замены шестерен и дифференциальных подвесных колес традиционных старомодных зубофрезерных станков;
3.4 Диапазон скоростей главного вала фрезы может адаптироваться к использованию фрез с одной, двумя или несколькими головками с соответствующим модулем и выполнять высокоэффективную фрезерную обработку в соответствии с различными процессами;
3.5 Оборудован автоматическим устройством удаления стружки;
3.6 Каждая кинематическая пара станка имеет надежную защиту, предотвращающую повреждение кинематической пары.
3.7 Концевой кронштейн держателя инструмента перемещается вручную.
Основная конфигурация машины
1. Электрическая система:
1.1 Станок использует систему ЧПУ Siemens 828D, драйвер, серводвигатель с высокой точностью и высокой надежностью;
1.2 Разрешение по линейным координатам 0,001 мм. Разрешение по круговой координате 0,001°;
1.3 Вся электрическая система соответствует национальному стандарту GB5226.1-2008;
1.4 Электрическая система имеет функцию диагностики неисправностей, и при возникновении неисправности номер неисправности может отображаться на дисплее;
1.5 Герметичная электрическая коробка может в наибольшей степени предотвратить попадание мастерской пыли в электрический шкаф;
1.6 Стандартный интерфейс, внешнее оборудование может быть подключено для отладки или диагностической связи;
1.7 Система ЧПУ оснащена цветным дисплеем, стандартный текст дисплея: русский язык;
1.8 Функции настройки и редактирования параметров станка. Оборудование имеет встроенный пакет программного обеспечения для зубофрезерной обработки. Параметры обработки шестерни можно вводить напрямую через панель управления. Оборудование будет автоматически выполнять червячную обработку в соответствии с входными параметрами без программирования, что значительно облегчает и упрощает использование пользователем и устраняет сложную работу по программированию традиционных систем ЧПУ;
1.9 Станок оснащен трехцветными индикаторами для индикации нормальной работы, неисправности и остановки станка.
2. Гидравлическая система
2.1 Станок оснащен независимой гидравлической системой, а контур гидравлического масла разделен на:(1) гидравлический баланс, (2) перемещение центра задней бабки, (3) Освобождение и зажим оправки фрезы, (4) зажим заготовки, (5) Блокировка оси A, (6) Блокировка оси Y
3. Система смазки
3.1 Автоматическое смазочное устройство обеспечивает принудительную смазку каждой поверхности скольжения и шарикового винта. Система смазки имеет надежную функцию определения уровня жидкости, а время и интервал смазки можно регулировать.
4. Система охлаждения
4.1 Конфигурация представляет собой охлаждающее устройство для влажной резки, в котором используется охлаждающее масло для резки № 5 через охлаждающий насос, которое подает его на поверхность червячной фрезы для ее охлаждения, а также отвода пены и тепла от режущего железа.
4.2 Использование симметричной конструкции литейного стола и циркуляционной системы охлаждения с большим потоком способствует тепловому балансу каждого основного компонента, обеспечивая точность обработки и стабильность точности.
5. Защита станка
5.1 Дверь машины открывается и закрывается вручную, а защитную дверь можно гибко открывать;
5.2 Зона обработки полностью закрыта защитным кожухом, который устраняет утечку режущего, охлаждающего и масляного тумана;
5.3 Рабочая поверхность имеет прозрачное смотровое окно, а зона обработки оснащена подсветкой для удобства наблюдения.
6. Технические документы, предоставленные поставщиком
6.1 Инструкции по эксплуатации станков (в том числе механических, электрических, гидравлических);
6.2 Информация о системе ЧПУ.
7. Гарантия:
Стандартный гарантийный срок станка составляет 1 год. В течение этого периода, если станок выйдет из строя или будет поврежден по причинам качества, поставщик будет нести ответственность за руководство техническим обслуживанием, а неисправные детали будут заменены бесплатно. Рекомендуется проводить техническое обслуживание через Интернет. Если покупатель требует от поставщика направить технический персонал к месту расположения станка для технического обслуживания или ремонта, покупатель должен нести расходы на персонал (проезд, питание, проживание и т. д.).
Спецификация | Единица | Параметр |
Максимальный диаметр заготовки | мм | 2000 |
Максимальный модуль заготовки | м | 25 |
Макс. радиальный ход (ось X) | mm | 1075 |
Макс. касательный ход фрезы (ось Y) | mm | 350 |
Макс. осевой ход (ось Z) | mm | 900 |
Макс. диаметр варочной панели х длина | mm | 300x500 |
Расстояние от центра варочной панели до центра рабочего стола | mm | 175-1250 |
Расстояние от центра варочной панели до верха рабочего стола | mm | 400-1300 |
Расстояние между задней бабкой и верхом рабочего стола | mm | 900-1600 (опционально) |
Диаметр стола верстака | mm | 1500 |
Диаметр центрального отверстия рабочего стола | mm | 300 |
Максимальный угол поворота держателя фрезы | ° | +40°/-45° |
Конус шпиндделя | Morse 6# | |
Макс. скорость шпинделя (ось B) | rpm | 260 (бесступенчатый) |
Мощность двигателя шпинделя (ось B) | kw | 37 |
Макс. скорость рабочего стола (ось С) | rpm | 10 |
Максимальный вес нагрузки рабочего стола ( включая оснастку) | kg | 8000 |
Скорость подачи ось Z (быстрая) | mm/min | 0.2-100 (2000) |
Скорость подачи ось X (быстрая) | mm/min | 0.2-100 (2000) |
Скорость движения по оси Y | mm/min | 500 |
Максимальная скорость рабочего стола (ось C) | rpm | 110 |
Разрешение линейных координат оси ЧПУ | mm | 0.001 |
Разрешение поворотной координаты оси ЧПУ | mm | 0.001 |
Суммарная мощность | kw | 79 |
Общий вес | kg | 42000 |
Внешний размер (ДхШхВ) | mm | 5250×3350×4200 |
Комплектация поставки
Позиция | Элемент | Спецификация | Количество | Примечание |
1. Комплектация станка | ||||
1 | Основной корпус высокоскоростного зубофрезерного станка с ЧПУ | G2000CNC | 1 шт. | Ось ЧПУ:5, Модуль: 25 |
2 | Система гидравлической станции | 1 комплект | ||
3 | Автоматический конвейер для стружки | 1 шт. | ||
4 | Система охлаждения для мокрой резки | 1 комплект | ||
5 | Количественное централизованное смазочное устройство | 1 комплект | ||
6 | Держатель инструмента | Φ40, Φ50,Ø60 | 1 комплект | |
7 | Гайка держателя, шайба | 40,50,60 | 1 комплект | |
8 | Комплект инструментов | 1 комплект | ||
9 | Тележка для стальной щепы | 1 шт. | ||
10 | Противоударная регулировочная площадка | 1 комплект | ||
11 | Зажимное приспособление Основание | 2 шт. | ||
12 | Станция смазки оси B (шпиндель) и оси С ( рабочий стол ) | 1 шт. | ||
2. Техническая документация | ||||
13 | Руководство по эксплуатации (механическая, гидравлическая часть) | 1 шт. | ||
14 | Руководство по эксплуатации (электрическая часть) | 1 шт. | ||
15 | Руководство по эксплуатации системы ЧПУ Siemens ( оригинал) | 1 шт. | ||
16 | Сертификат соответствия машины | 1 шт. | ||
















 vk
vk
 Дзен
Дзен
