
Серия YK3615 - это зубофрезерные станки с ЧПУ с 6-осямя/ 6 осей ЧПУ включают в себя: A - поворот кронштейна фрезерной головки, B - вращение шпинделя фрезерной головки, C - вращение рабочего стола, X - радиальную подачу, Y - тангенциальную подачу, Z - ось подачи. Каждая ось перемещения станка с ЧПУ приводится в движение независимым двигателем, а для реализации движения индексации используется "электронный редуктор (EGB)", а дифференциальная компенсация выполняется для обработки различных зубчатых деталей методом генерации.
1. Основные характеристики и область применения машины
Серия YK3615 - это зубофрезерные станки с ЧПУ с 6-осямя/ 6 осей ЧПУ включают в себя: A - поворот кронштейна фрезерной головки, B - вращение шпинделя фрезерной головки, C - вращение рабочего стола, X - радиальную подачу, Y - тангенциальную подачу, Z - ось подачи. Каждая ось перемещения станка с ЧПУ приводится в движение независимым двигателем, а для реализации движения индексации используется "электронный редуктор (EGB)", а дифференциальная компенсация выполняется для обработки различных зубчатых деталей методом генерации.
4 оси станка работают взаимосвязано. Четырехосевая одновременная обработка - это разновидность многоосевой технологии обработки с ЧПУ, при которой четыре оси движения станка с ЧПУ могут перемещаться одновременно и согласованно по заданной траектории под управлением системы ЧПУ, что позволяет выполнять высокоточную обработку сложных поверхностей и деталей.
4-осевой одновременная обработка выполняется по осям X, Z, B, C
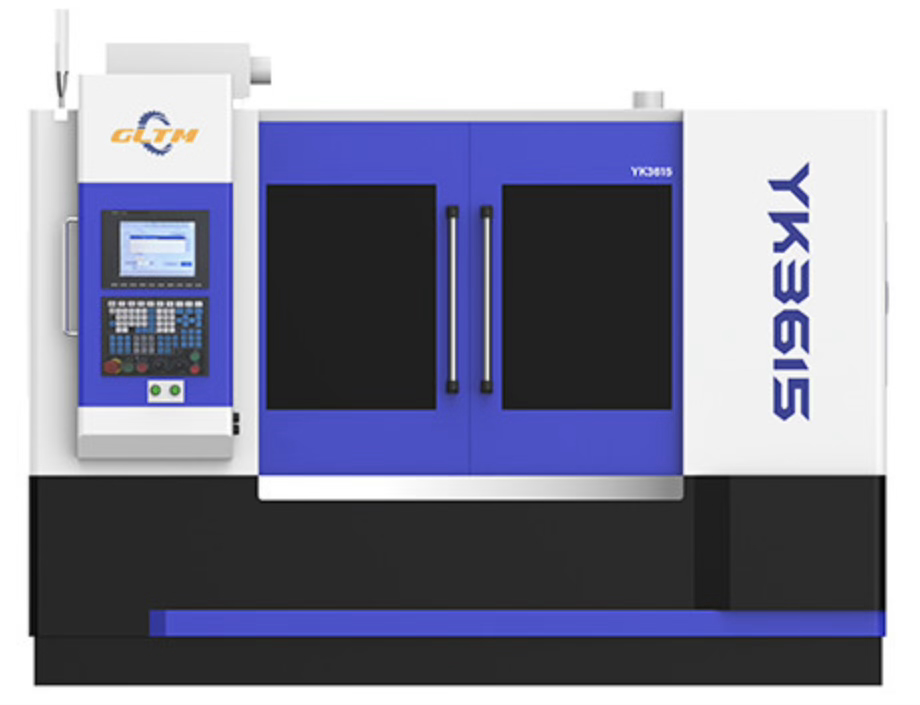
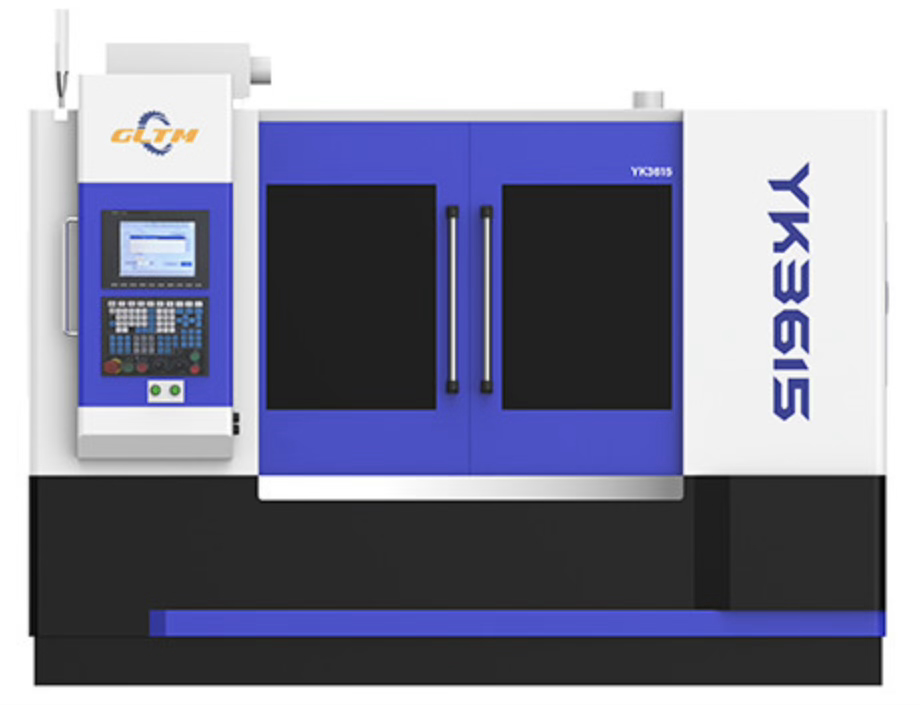
1.1 Схема расположения станка
Станок имеет горизонтальную компоновку. Фреза перемещается вперед и назад для выполнения радиальной подачи; фреза перемещается влево и вправо для выполнения осевой подачи.
Электрический блок управления станка установлен сзади; гидравлическое давление, смазка и охлаждение станка являются полностью независимыми системами.
1.2 Оси станка и связанные с ней перемещения
A-axis: Серводвигатель переменного тока используется для автоматического регулирования угла наклона держателя инструмента с помощью системы ЧПУ.
B-axis: Она приводится в движение серводвигателем через высокоточную зубчатую пару, обеспечивает быструю смену инструмента и автоматическое зажимное устройство для держателя инструмента, а также оснащен системой автоматического контроля и сигнализации о перегрузке шпинделя.
C-axis: применяет высокоточную трансмиссию с прямым приводом двигателя для достижения высокой скорости и точности перемещения индексатора.
X/Z-axis: применяет серводвигатель переменного тока для привода через предварительно нагруженную прецизионную шарико-винтовую пару, опорный вал винтовой штанги использует высокоточный комбинированный подшипник с высокой жесткостью, был применен роликовый линейный рельс.
Y-axis: Серводвигатель переменного тока используется для приведения в действие прецизионной шарико-винтовой пары с предварительным натягом, что обеспечивает
осевое смещение фрезы, обеспечивает равномерный износ инструмента, увеличивает срок его службы и снижает общую стоимость использования.
Перемещение задней бабки вперед и назад: используется высокоточный роликовый линейный рельс высокой жесткости, а перемещения задней бабки внутрь и наружу осуществляются гидравлическими цилиндрами.
1.3 Конструктивные особенности станка: в конструкции основных отливок используются пластины с несколькими ребрами жесткости и пластины с высоким ребром жесткости для обеспечения жесткости и стабильности. Циркуляция охлаждающего масла по станине обеспечивает сбалансированную теплопроводность для достижения теплового баланса станка.
1.4 Объекты обработки на станках: для обработки шлицевых валов используется принцип генераторного метода, а также могут быть обработаны следующие зубчатые детали: цилиндрические цилиндрические шестерни, косозубые шестерни (валовые шестерни, дисковые шестерни), червячные шестерни, звездочки, синхронные шкивы.
3. Основная функция и структура станка
3.1 Детали шпинделя оснащены системой быстрой смены инструмента и зажима. Каждая координатная ось оснащена шариковым винтом высокой точности шлифования, а все линейные направляющие - роликовыми линейными направляющими высокой жесткости, что обеспечивает стабильность и срок службы станка и точность.
3.2 Станок имеет полностью закрытый экран.
3.3 На станке установлена электронная коробка передач (EGB), которая заменяет громоздкую операцию замены шестерен и различных подвесных колес на традиционных устаревших зубофрезерных станках
3.4 Диапазон скорости вращения шпинделя зубчатой фрезы подходит для обработки со скоростью от 150 до 700 об/мин; для высокоскоростной обработки доступны как твердосплавные, так и фрезы из стали S390;
3.5 Его можно использовать в сочетании с высокоточными, высокопрочными и быстрозажимными приспособлениями для зубофрезерования, чтобы удовлетворить потребности в высокоточной и высокоэффективной обработке.;
3.6 Шпиндель оснащен механизмом быстрой смены инструмента, оборудованным автоматическим устройством разжима и зажима держателя инструмента.;
3.7 Шпиндель инструмента приводится в движение серводвигателем через зубчатую передачу и оснащен автоматическим устройством контроля и сигнализации перегрузки шпинделя;
3.8 Оснащен автоматическим устройством для удаления стружки;
3.9 Каждая кинематическая пара станка имеет надежную защиту, предотвращающую ее повреждение.
Ⅱ. Основная конфигурация станка
1. Электрическая система
1.1 В станке используется система ЧПУ Siemens.
1.2 Разрешение по линейным координатам: 0,001 мм. Разрешение по вращательным координатам: 0,001°.;
1.3 Вся электрическая система соответствует национальному стандарту GB5226.1-2008;
1.4 Электрическая система имеет функцию диагностики неисправностей, и при возникновении неисправности номер неисправности может отображаться на экране дисплея.;
1.5 Герметичный электрощиток позволяет в наибольшей степени предотвратить попадание пыли их цеха внутрь электрощитка;
1.6 Стандартный интерфейс, для ввода в эксплуатацию или диагностики можно подключать внешнее оборудование.;
1.7 Система ЧПУ оснащена цветным дисплеем, стандартный текст на дисплее: английский/русский.
1.8 Крышка кронштейна инструмента приводится в действие автоматическим гидравлическим механизмом в виде втулки.
1.9 Станок обладает функциями настройки и редактирования параметров. Панель управления представляет собой интерфейс для автоматической обработки данных, что исключает сложную работу по программированию, характерную для традиционных систем ЧПУ.
1.10 Станок оснащен трехцветными индикаторами для отображения нормальной работы, неисправностей и остановок станка.
2. Гидравлическая система
2.1 Станок оснащен независимой гидравлической системой, а гидравлический контур
разделен на: (1) разжатие и зажим инструментального держателя, (2) разжатие по оси А, (3) зажим заготовки, (4) перемещение задней бабки, (5) задняя крышка инструментального держателя, (6) зажим по оси Y.
3. Система смазки
3.1 Для обеспечения принудительной смазки каждой скользящей поверхности и шарикового винта используется автоматическое устройство смазки. Система смазки имеет надежную функцию определения давления и уровня жидкости, а время и интервал смазки могут быть отрегулированы..
4. Система охлаждения
4.1 Стандартная комплектация включает в себя устройство для влажного охлаждения при резке, охлаждающий насос, регулирующий клапан и две масляные форсунки, которые непосредственно распыляют масло на зону обработки заготовки для быстрого отвода тепла от резки.
4.2 Использование симметричной конструкции литейного станины и системы циркуляционного охлаждения с большим потоком воздуха способствует тепловому балансу каждого основного компонента, обеспечивая точность обработки и стабильность характеристик.
5. Защита станка
5.1 Дверца станка открывается и закрывается вручную, а защитная дверца может плавно открываться.
5.2 Технологическая зона полностью огорожена защитным кожухом, что исключает утечку режущей жидкости, охлаждающей жидкости и масляного тумана;
5.3 Рабочая поверхность имеет прозрачное смотровое окно, а зона обработки оборудована освещением для удобства наблюдения..
6. Техническая документация предоставлена поставщиком.
6.1 Инструкции по эксплуатации станков (включая механические, электрические и гидравлические);
6.2 Документация по системе ЧПУ.
7. Таблица конфигурации основных компонентов
Seq | Наименование |
1 | Система ЧПУ |
2 | Гидравлический зажимной цилиндр в сборе для заготовки |
3 | Подшипник шпинделя |
4 | Количественное централизованное устройство смазки |
5 | Гидравлическая станция |
6 | Шариковый винт |
7 | Магнитный конвейер для стальной стружки |
8 | Уловитель масляного тумана |
9 | Контакторы, реле, воздушные автоматические выключатели |
10 | Электрический кондиционер (шкаф) |
Спецификация | Единица измерения | Параметр |
Максимальный диаметр обрабатываемой детали | мм | 150 |
Максимальный модуль | мм | 8 |
Максимальный радиальный ход (по оси X) | мм | 140 |
Максимальный тангенциальный ход инструмента (по оси Y) | мм | 150 |
Максимальный осевой ход (ось Z) | мм | 1320 |
Расстояние между центром фрезы и поверхностью рабочего стола | мм | 230-1550 |
Расстояние от центра фрезы до центра рабочего стола | мм | 40-180 |
Расстояние между задней бабкой и рабочим столом | мм | 400-1600 (регулируемый) |
Макс. диаметр фрезы x длина | мм | 160x180 |
Конусное отверстие шпинделя фрезы | BT40 | |
Диаметр поверхности рабочего стола | мм | 150 |
Макс.угол поворота головки фрезы | ° | ±40° |
Диапазон оборотов шпинделя (ось B) | Об/мин | 150-700 |
Мощность шпинделя | кВт | 9 |
Максимальная скорость вращения рабочего стола (ось C) | Об/мин | 120 |
Максимальная грузоподъемность рабочего стола | кг | 150 |
Общая мощность станка | кВт | 46 |
Общий вес станка | кг | около 8200 |
Seq | Наименование | Спец. | Кол-во | Уточнение |
Станок и комплектующие | ||||
1 | Корпус станка для нарезания шлицевых заготовок с ЧПУ | YK3615-1500-M8 | 1шт. | 6 осей |
2 | Система гидравлической станции | 1шт. | ||
3 | Магнитный конвейер для стальной стружки | 1шт. | ||
4 | Система охлаждения при мокрой резке | 1шт. | ||
5 | Количественное централизованное устройство смазки | 1шт. | ||
6 | Держатель инструмента | Φ27, Φ32 | 1шт. каждой | |
7 | Набор инструментов | 1шт. | ||
8 | Тележка для стальной стружки | 1шт. | ||
9 | Регулируемая стальная опорная плита и анкерный болт для фундамента. | 1шт. | ||
10 | Центр задней бабки и регулируемое место | Morse 4 | 1шт. | |
11 | Стандартное основание зажимного приспособления | 1шт. | ||
12 | Гидравлическое тяговое устройство для зажимного приспособления | 1шт. | ||
13 | Центральная опора | 1шт. | ||
Техническая документация | ||||
14 | Инструкция по эксплуатации (механическая, гидравлическая часть) | 1шт. | ||
15 | Инструкция по эксплуатации (электрическая часть) | 1шт. | ||
16 | Руководство по эксплуатации системы ЧПУ Siemens | 1шт. | ||
17 | Сертификат соответствия оборудования | 1шт. | ||
















 vk
vk
 Дзен
Дзен
