


1. Основные характеристики и применение машины
Зубофрезерный станок серии G — это высокоскоростной зубофрезерный станок с шестиосевым ЧПУ и четырехосным рычажным механизмом. Шесть осей ЧПУ: А – Угол поворота держателя варочной панели, B – вращение шпинделя фрезы, C – вращение стола, X – радиальное движение подачи, Y – тангенциальное движение подачи, Z – oсевое движение подачи.
Каждая ось движения станка с ЧПУ приводится в движение независимым двигателем, а «электронная коробка передач (EGB)» используется для реализации индексного движения и дифференциальной компенсации для обработки различных деталей шестерни с использованием метода генерации.
1.1 Компоновка машины: машина имеет вертикальную компоновку, и большая колонна движется, чтобы завершить движение радиальной подачи; электрический блок управления машины расположен сзади; гидравлическое давление, смазка и охлаждение машины являются полностью независимыми подсистемами.
1.2 Оси станка с ЧПУ и соответствующий обзор:
Ось A: управляется серводвигателем переменного тока, угол поворота варочной панели напрямую и автоматически задается системой числового управления и согласуется с контуром обратной связи, так что варочную панель можно расположить точно в соответствии с требуемым углом. Блокировка и ослабление стойки инструмента по оси A происходит автоматически.
Ось B: Он использует немецкий высокоточный двигатель с прямым приводом Siemens с полным прямым приводом с замкнутым контуром для обеспечения беззазорной передачи шпинделя фрезы, обеспечивая высокую точность и высокую надежность. Главный вал имеет быстрое и автоматическое устройство освобождения инструмента и автоматическое зажимное устройство для держателя инструмента, а также оснащен автоматическим устройством контроля и сигнализации о перегрузке главного вала.
Ось C: Он использует немецкий высокоточный двигатель с прямым приводом Siemens с полным прямым приводом с замкнутым контуром для обеспечения беззазорной передачи рабочего стола, обеспечивая высокую точность и высокую надежность.
Ось X: В нем используется серводвигатель переменного тока с предварительно нагруженной прецизионной парой стержней ШВП и высокожесткой роликовой линейной направляющей для передачи. В опорном валу винтового стержня используется высокоточный комбинированный подшипник высокой жесткости.
Ось Y: Серводвигатель переменного тока используется для привода прецизионной шарико-винтовой пары с предварительным натягом для реализации осевого смещения фрезы, обеспечения равномерного износа инструмента и увеличения срока службы инструмента, а также для снижения общей стоимости использования.
Ось Z: В нем используется серводвигатель переменного тока с предварительно нагруженной прецизионной парой стержней ШВП и высокожесткой роликовой линейной направляющей для передачи. В опорном валу винтового стержня используется высокоточный комбинированный подшипник высокой жесткости.
Движение вверх и вниз по центру верхней задней бабки: Он использует высокоточные и высокожесткие линейные направляющие, а движение наконечника вверх и вниз приводится в движение гидравлическим цилиндром давления.
1.3 Конструктивные особенности станка: основные отливки имеют конструкцию с двойными стенками и пластинами с высокими ребрами, что не только обеспечивает жесткость, но и стабильность, а циркуляция охлаждающего масла на станине обеспечивает сбалансированную теплопроводность для реализации тепла. баланс станка.
1.4 Объекты обработки станков: использовать принцип генерации для реализации обработки следующих зубьев: цилиндрические прямозубые, цилиндрические косозубые (валовые, дисковые), червячные, малые конические, барабанные, шлицевые, звездочки, синхронные шкивы и другие нестандартные шестерни.
2.1 Основная часть вала оснащена системой быстрой автоматической смены инструмента и затяжки. Каждый координатная ось использует высокоточный шлифованный шариковый винт, а линейная направляющая использует Тайвань HIWIN роликовая линейная направляющая высокой жесткости, обеспечивающая стабильность и срок службы точности станка;
2.2 Он имеет полностью закрытый экран и оснащен сепаратором масляного тумана для уменьшения масляного тумана;
2.3 Станок оснащен электронной коробкой передач (EGB), которая заменяет громоздкую операцию замена шестерен и дифференциальных подвесных колес традиционных устаревших зубофрезерных станков;
2.4 Диапазон скоростей червячного шпинделя может адаптироваться к использованию одно- и двухголовочных фрез, и фрезы большого и малого диаметра позволяют выполнять высокоскоростную и эффективную зубофрезерную обработку;
2.5 Его можно сочетать с высокоточными, жесткими и быстрозажимными зубофрезерными приспособлениями для удовлетворения потребности в высокоточной и высокоэффективной обработке;
2.6 Шпиндель имеет механизм быстрой смены инструмента и оснащен автоматическим отвинчиванием и зажимное устройство для вала инструмента;
2.7 Инструментальный шпиндель приводится в движение непосредственно серводвигателем и оснащен автоматическим устройством контроля и сигнализации при перегрузке шпинделя;
2.8 Кронштейн гидравлический и автоматический, что обеспечивает точность подачи фрезы и облегчает операцию смены фрезы;
2.9 Оснащен устройством автоматического удаления стружки;
2.10 Каждая кинематическая пара станка имеет надежную защиту от быть поврежденным.
1. Электрическая система:
1.1 Станок использует систему ЧПУ Siemens 828D, драйвер, серводвигатель с высокой точностью и высокой надежностью;
1.2 Разрешение по линейным координатам 0,001 мм. Разрешение по круговой координате 0,001°;
1.3 Вся электрическая система соответствует национальному стандарту GB5226.1-2008;
1.4 Электрическая система имеет функцию диагностики неисправностей, и при возникновении неисправности номер неисправности может отображаться на дисплее;
1.5 Герметичная электрическая коробка может в наибольшей степени предотвратить попадание мастерской пыли в электрический шкаф;
1.6 Стандартный интерфейс, внешнее оборудование может быть подключено для отладки или диагностической связи;
1.7 Система ЧПУ оснащена цветным дисплеем, стандартный текст дисплея: русский язык;
1.8 Функции настройки и редактирования параметров станка. Панель управления принимает параметр передачи, непосредственно заполняющий интерфейс обработки, без программирования, что значительно облегчает и упрощает использование пользователем и отменяет сложную работу по программированию традиционной системы ЧПУ;
1.9 Станок оснащен трехцветными индикаторами для индикации нормальной работы, неисправности и остановки станка.
2. Гидравлическая система
2.1 Станок оснащен независимой гидравлической системой, а контур гидравлического масла подразделяется на: (1) затяжка фрезы (2) гидравлический баланс (3) зажим по оси А (4) Движение верхней задней бабки (5) зажим заготовки (6) Кронштейн двигается внутрь и двигается наружу
3. Система смазки
3.1 Автоматическое смазочное устройство обеспечивает принудительную смазку каждой поверхности скольжения и шарикового винта. Система смазки имеет надежную функцию определения уровня жидкости, а время и интервал смазки можно регулировать.
4. Система охлаждения
4.1 Стандартная конфигурация оснащена устройством охлаждения для мокрой резки.
4.2 Использование симметричной конструкции литейного стола и циркуляционной системы охлаждения с большим потоком способствует тепловому балансу каждого основного компонента, обеспечивая точность обработки и стабильность точности.
5. Защита станка
5.1 Дверь машины открывается и закрывается вручную, а защитную дверь можно гибко открывать;
5.2 Зона обработки полностью закрыта защитным кожухом, который устраняет утечку режущего, охлаждающего и масляного тумана;
5.3 Рабочая поверхность имеет прозрачное смотровое окно, а зона обработки оснащена подсветкой для удобства наблюдения.
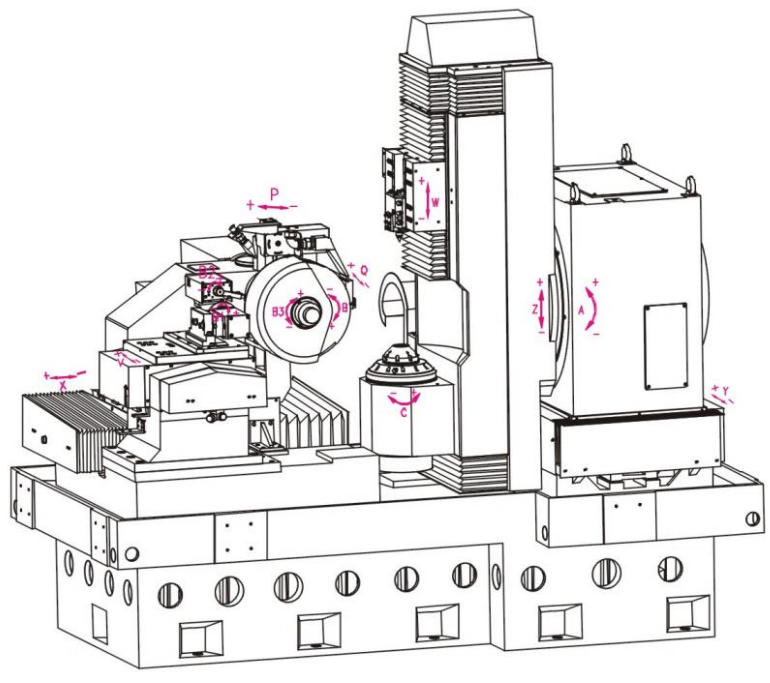
Спецификация координат
X: Радиальная подача шлифовального круга вдоль шестерни
Радиальная подача шлифовального круга вдоль истинного ролика
Y: Тангенциальное движение заготовки
Z: Осевое перемещение заготовки
P: автоматическое отслеживание движения форсунки для шлифовального масла
V: Продольная подача истинного ролика шлифовального круга
W: движение вверх и вниз по верхнему центру
Q: Телескопическое перемещение датчика настройки инструмента
A: Вращательное движение угла спирали
B: Вращательное движение шлифовального круга
B1: Ось вращения алмазного ролика
B2: ось вращения автоматического топпинга
B3: автоматическое вращение защитной крышки шлифовального круга
C: Вращательное движение заготовки













 vk
vk
 Дзен
Дзен
